


DNC信息系统中串行通信技术的研究与开发
2002/7/18 19:25:00
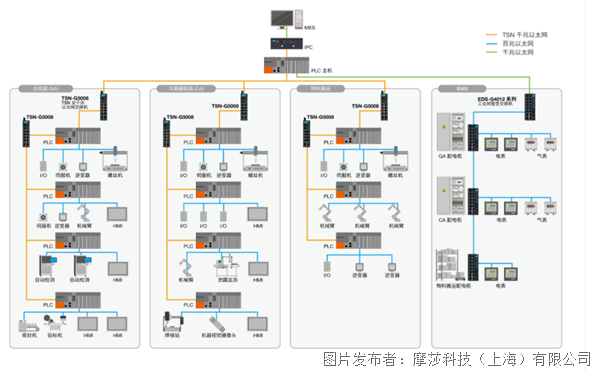
摘 要 为了有效地控制和管理数控机床的加工过程,本文从数据传输的角度,提出了一种满足企业生产需求的数控机床数据传输系统的网络体系结构。并在此基础上,简要分析了NC程序控制工作流程以及DNC计算机与数控机床通信的具体过程,并分析了系统实现的关键技术。 关键词 DNC;串行通信;数据传输 The Research and Development of Serial Communication in DNC Information System Wang Yidong, Yan Kaiguo, Sun Guozi, Lou Peihuang (The CIMS center of NUAA,Nanjing 210016,China) Abstract:To control and manage the work process of a numerical controller effectively, the paper presents a network architecture of data transmission system which satisfies the requirement of enterprises. And based on this, the workflow of the NC program control and the concrete process of communicating between DNC computers and NC machines are briefly analyzed, and the key technology for the realization of the system is also analyzed. Key words:DNC; Serial Communication; Data Transmission 引言 当控制计算机与各数控机床相距较远时,一般采用串行通信方式而不采用并行通信方式。这是因为并行通信系统的造价较高、众多的连线不仅容易引入干扰,也容易发生线路故障。控制系统中常用的串行通信一般采用RS-232C串行总线标准。RS-232C是电子工业协会(EIA)推荐的一种普及型异步通信总线标准,目前已广泛应用到了计算机系统中外围设备与主机的连接中。但是RS-232C应用于计算机系统时存在如下问题:(1)传送距离过近:由于受负载电容容许值的限制,其传送距离一般不得超过15M;(2)电平偏移:由于信号地公用且通信双方的信号地需连结在一起,RS-232C应用于长距离通信时信号地线上会存在较大的电流,使得电平发生偏移,容易造成传输错误;(3)潜在的接地问题:RS-232C总线有一个信号地和一个屏蔽保护地,通信中,双方的信号地需连在一起,但是屏蔽保护地却不一定允许接在一起,同时DTE的信号地与屏蔽保护地之间又不一定绝缘,这就存在一个潜在的接地问题,使得系统的抗干扰能力较差。 为了扩大串行通信的有效传输距离,提高通信传输速率,增强抗干扰能力,EIA制定了RS-422/485串行总线通信标准,也叫双端接口电气标准或平衡传输电气标准。RS-422/485与RS-232C的关键不同之处在于将单端输入改为双端差分输入,信号地不再共用,通信双方的信号地不再连在一起。RS-422/485的优点在于:(1)采用双端差分输入,总线的抗干扰能力强;(2)互连双方的信号地分立,两条信号线形成回路,避免了电平偏移,同时也避免了RS-232C中的潜在接地问题;(3)输出端采用双端平衡驱动,其信号放大倍数高,信号传输距离远。RS-422支持全双工串行通信,RS-485支持半双工串行通信。 在本文涉及的DNC(Direct Numerical Control or Distributed Numerical Control)信息系统中,由于每个生产单元的数控机床数目都远远超过计算机所配置的串口数(一般为两个),因此在本系统采用了台湾MOXA公司生产的C320Turbo/PCI型多串口卡/板,以达到扩展串口的目的。同时为了扩大通信的有效传输距离,本系统采用了RS-232长距光隔转发器(串口长线收发器FC232)。在此基础上,本文提出了一种满足企业生产需求的数控机床数据传输系统的网络结构,并对该结构中的DNC数据传输的实现进行了详细的描述。 1 系统网络体系结构 图1所示为DNC数据传输系统的网络体系结构。整个DNC数据传输系统由管理层和设备层组成,管理层由1台计算机、RS-232C通讯扩展卡/板及有关外围设备组成,用来完成零件NC程序的管理和传送等功能。设备层由数控机床和相应通讯接口组成,其中通信接口具有双向传送功能,实现NC程序或者控制程序的双向传输。DNC系统除了常规的NC程序上/下载外,还能较好满足边加工边传递NC程序的要求。  图1 系统网络结构
图1 系统网络结构

 图4 串口配置界面
图4 串口配置界面
图1 系统网络结构图4 串口配置界面



 投诉建议
投诉建议
提交
查看更多评论
其他资讯
TSN 技术助力家电制造自动化

喜讯!MGate 5123 荣获 “数字化创新奖”

协议网关如何实现智能电网数位转型

跨界融合的力量:BESS 如何实现电力流与数据流的完美相融

Moxa 喜获全球首个 IEC 62443-4-2 工业安全路由器认证